














tel:13540276026(微信同号)


仓储货架能显著提升仓库空间利用率、存取效率和管理精度,广泛应用于制造业、物流、电商、医药等多个行业。
一、仓储货架的核心优势

1、..利用空间
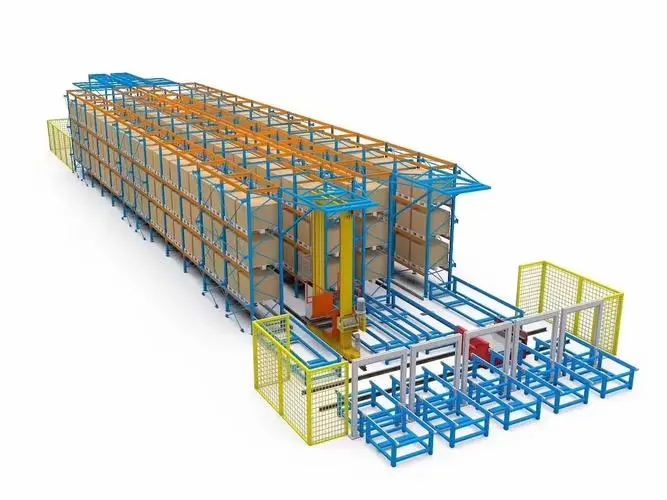
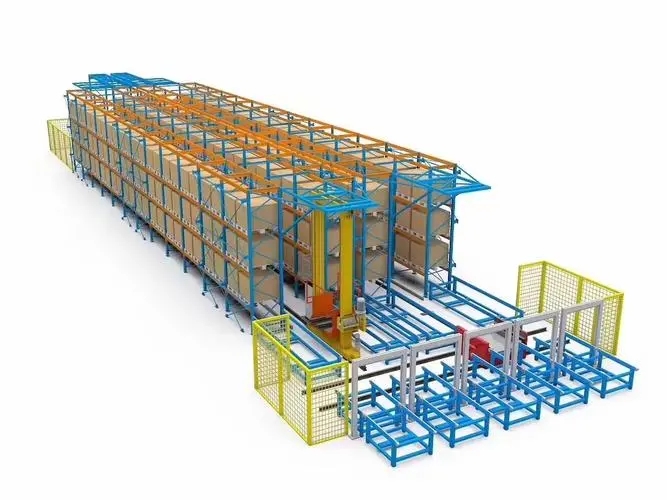
采用立体化设计,充分利用仓库垂直空间,可使存储能力提升2-5倍。例如,自动化立体库的空间利用率可提高300% ,穿梭车货架能实现80%-85%的高密度存储 。
2、提升作业效率
支持叉车、堆高机等机械化操作,实现100%货位任意拣选,出入库效率提升2-5倍 。智能货架结合灯光指引(如“亮灯拣货”),可大幅优化动线,减少人员走动,提升配货速度 。
3、保障货物安全与质量
货物存入货架后互不挤压,减少损耗;同时可通过防潮、防尘、防盗、防爆等设计,保障物资存储质量 。重型货架采用高强度冷轧钢和防脱落结构,单层承重可达800kg-5000kg,安全性强 。
4、支持..先出(FIFO)管理
便于实现库存周转控制,特别适用于食品、药品等对效期有要求的行业 。
5、灵活可调,适配性强
层高以50/75mm为模数自由调节,组件可拆装重组,方便搬迁或布局调整 。支持按需定制,适配不同货物尺寸与仓储环境 。
6、降低长期运营成本
模块化设计减少后期改造成本,配合WMS系统实现智能化管理,降低人工依赖与错误率 。
二、主要应用场景

制造业:存放原材料、零部件(如发动机、车架)、半成品,实现线边仓精益管理 。
物流与电商:用于托盘化存储、分拣打包,阁楼式货架上层存轻货、下层作业,提升订单处理效率 。
医药行业:阴凉库、冷藏库专用货架..药品存储合规,满足GSP..要求 。
冷链与化工:定制耐低温、耐腐蚀、防爆型货架,保障危险品存储安全 。
图书档案:密集架实现高密度存储,节省空间,便于检索 。
零售与超市:用于商品陈列与库存管理,兼顾展示与存储功能 。
 当前位置:
当前位置:









